ESF: the fastest materials production technology on the market
Advantages
Enhanced properties
Reduced processing time
ESF can significantly reduce the time required to produce high-strength and precise parts compared to conventional sintering and forging or machining processes.
Material efficiency
Low energy consumption
More innovative than Additive Manufacturing. More efficient than Direct Hot Pressing. Faster than Spark Plasma Sintering.
Why we are different?
Comparison with Spark Plasma Sintering
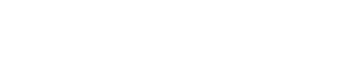
Direct comparison with Spark Plasma Sintering has been made on a nano-crystalline iron alloy to compare the characteristics of the two processes (“Dislocation configurations in nanocrystalline FeMo sintered components” – P.Scardi, M.D’Incau, M.Leoni and A.Fais, Met.Mat.Trans.A DOI: 10.1007/s11661-009-9987-x. Besides the differences in processing time (a hundreds of milliseconds in ESF compared to minutes of SPS) and in automation required (ESF has the simplicity of a press whereas SPS requires robots for the handling of the molds and the extraction of the components) there are substantial diversities in the characteristics of the materials produced: microstructurally finer (see figure 1) and harder (see figure 2) materials are the result of the highly metastable ESF/CDS process whereas bi-modal, softer materials are produced with SPS.
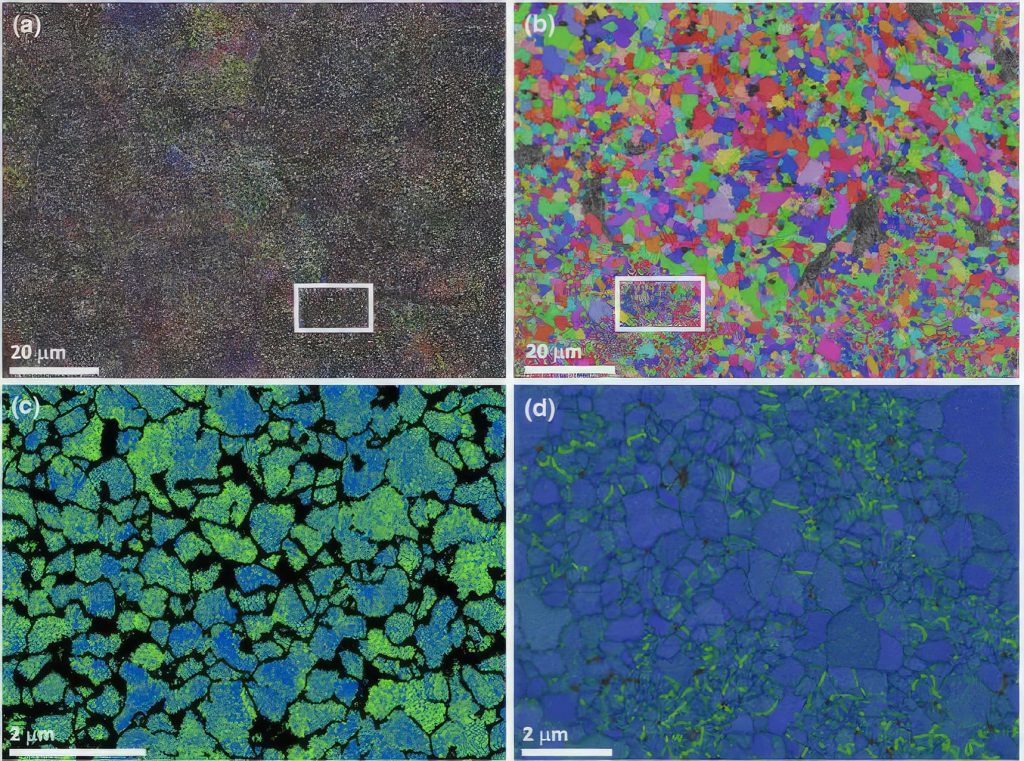
Fig. 1
Fig. 2
Figure 2: Micro-Hardness Vickers 300 gf versus Density for CDSed (black crossed) ans SPSed (red circles) Fe-1.5%Mo components.
Comparison with Spark Plasma Sintering
Not much dissimilar to Spark Plasma Sintering, but much more common in industrial practice due to the simplicity of the system employed, comparisons with Direct Hot Pressing, DHP have been performed on the side of energetic efficiency (“Advancements in single pulse electric current assisted sintering” A.Fais, EuroPM 2013 Congress Proceedings. Cobalt-diamond metal matrix composites for granite cutting were produced with ESF and the energy employed was calculated and compared to DHP.
See in the example aside how ESF employs less than 6% of the energy of DHP.
Direct
Hot
Pressing
#100
20×10.3.8 mm segments
150 kW machine
10 min at full power
3 MJ / segment = 250 Wh / piece
Electro Sintering Forging
#1
20×10.3.8 mm segments
48 kJ charged on bank
–